Building on the strengths of previous generations of Miyano fixed-head mill-turn centres, the BNA-42SY is Citizen Machinery’s latest addition to the range. The CNC lathe is the first BNA model to have a 12-station turret giving ± 35 mm of Y-axis movement, all tool positions now being live, and a new design that lends itself to easy automation.
Compared with current BNA models, machining efficiency has been upgraded by more powerful spindle motors, which are rated at 7.5/5.5 kW (15min/cont) for the 6,000 rpm main spindle and 5.5/3.7 kW for the 5,000 rpm sub spindle. Acceleration and deceleration are quicker on both spindles, improving productivity further by minimising idle times.
The machine’s rigid bed, the weight of which has been greatly increased to 1,823 kg, brings thermal control advantages and more capacity to house a larger coolant tank. The base casting has been prepared with space at the right hand side for robotic load / unload equipment. If a user intends to take advantage of automation, the machine can be supplied with a swarf conveyor that exits to the rear as an option.
The automation may be employed solely for unloading components that have been mill-turned from bar stock up to 42 mm diameter, either directly from a spindle or via a parts catcher and conveyor. Alternatively, or in addition, it may load and unload billets or near net shape workpieces like castings or forgings up to 135 mm in diameter. A workpiece stocker is positioned at the right hand side of the machine to accommodate the finished components.
Mounting points have been included to provide an option to add an overhead gantry if only chucking is to be carried out, in which case a raw material stocker can be positioned to the left of the machine in place of the bar magazine. For complete flexibility in layout, top shutter and auto door options are offered.
At 285 mm, the turret’s Z-axis travel has been increased by more than 20 percent, expanding the machining range of this compact, space-saving lathe. The turret and spindles are mounted on hand-scraped box slideways for improved rigidity and damping characteristics, leading to high metal removal rates, prolonging tool life and maintaining high accuracy.
The diameters of the X- and Z-axis ballscrews have been upsized from 25 mm to 32 mm, increasing rigidity further. Forced lubrication is provided to the ballscrews in all axes, the BNA-42SY being the second Miyano lathe to benefit from this feature.
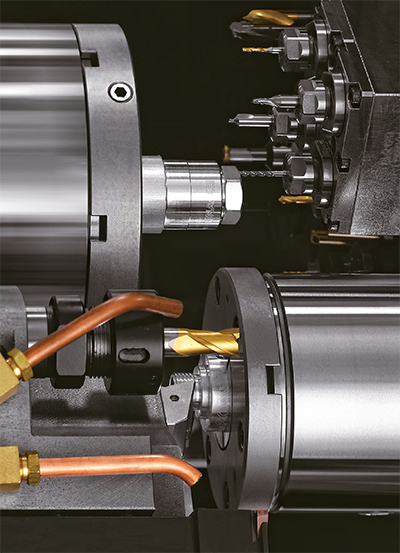
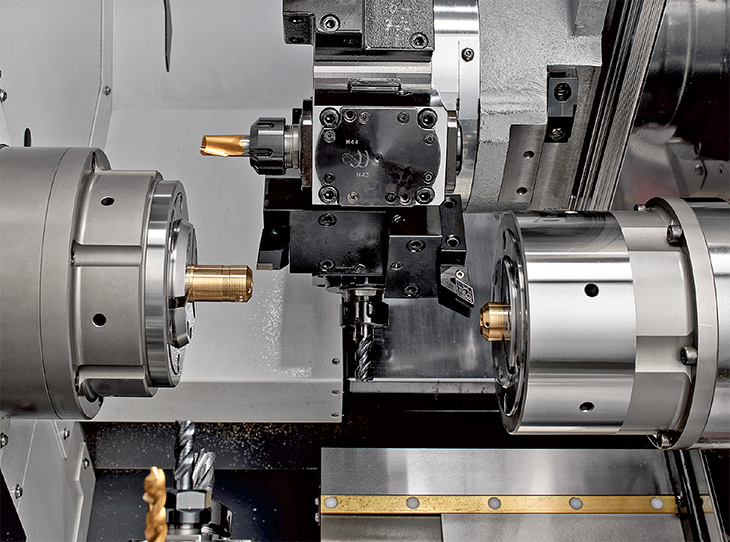
The latest FANUC 0i-TF Plus CNC system with 10.4″ colour LCD screen controls the machine. Cutting times can be shortened by simultaneously completing complex reverse-end turning and milling at the sub spindle while front-end machining is ongoing at the main spindle, despite there being only one turret. It is achieved by superimposed machining, where the sub spindle tracks the turret and compensates for its movements while it is cutting at the main spindle, enabling a machining cycle on a parted-off component to be executed using tools mounted on the reverse face of the turret. This can be accomplished due to the ability of the sub spindle to move in the X-axis.
As with all modern lathes from Citizen Machinery, both Miyano fixed-head and Cincom sliding-head models, the BNA-42SY is an environmentally friendly machine. Use of an inverter controlled hydraulic unit results in a large reduction in power drawn. Standby power consumption is just 0.661 kW, as servomotor readiness is automatically turned off when it is not needed, for example during program editing. Overall energy consumption can be visualised via a power monitor window on the control screen.
Citizen Machinery UK, which supplies Cincom sliding-head and Miyano fixed-head turn-mill centres into the British and Irish markets, has been providing manufacturing solutions to OEMs and subcontractors in their supply chains for virtually the entire time the company has been in business. However, the degree of customisation that it is being asked to engineer into the equipment it supplies has now reached such a high level that it has decided to centralise this side of the business by setting up a dedicated centre, CMSolutions, at its Bushey headquarters.
Managing Director Edward James said, “As the largest supplier of bar fed lathes into the markets we serve and being a specialist exclusively in turn-milling, we felt it was fitting for us to raise the bar in terms of the level of support customers can expect.
“In our industry it is no longer enough to deliver a so-called turnkey package, which is subject to a lot of interpretation and often misunderstood. It can mean simply the supply of a machine, a few cutters and a couple of programs.
“Customers demand more than that these days. They want a fully worked out, end-to-end solution that has been proven off-site before delivery, complete with attachments, peripherals, in-house-written software and perhaps additional robotic functions such as cleaning and packaging. Projects are often demanding in terms of their scope, level of innovation, the process capability to be achieved and return on investment required.”
CMSolutions operates from the Bushey premises independently from the applications department there to project-manage such complex, high-level installations, from initial consultation through design, configuration, assembly and prove-out to delivery, acceptance and training.
The solution could be stand-alone or integrated into a larger manufacturing plant; and it may be a pre-existing package or designed specifically at either the customer’s request or at the instigation of Citizen. In all cases there will be a sound business case for what is delivered. It will be pragmatic, process-optimised and cost-effective, not necessarily the top solution possible, which may be overly expensive and take too long to amortise.
The Bushey venue will also house a permanent exhibition of turn-mill solutions and software, which will often involve automation such as robotic or gantry loading of billets, forgings, and near net shape parts and unloading of components. Additionally, it will show technology that is less frequently encountered, such as in-cycle laser cutting of apertures in the thin wall of a stainless steel stent.
Other specific solution examples to be presented will include the mounting of a digital microscope and a 21-inch screen to assist setting of micro tooling on a 12 mm capacity sliding-head lathe used for watch component manufacture; and the provision on a 32mm capacity sliding-head lathe of a pair of high frequency, 60,000 rpm spindles in the gang toolpost, together with mounting adapters, pneumatic and electrical supplies, custom software and displays for spindle speed feedback.
Mr James added, “We could see the direction of travel towards the need for a greater degree of machine adaptation to meet customers’ production requirements, so we have had this development in mind for several years. It was part of the justification for establishing our Turning Centre of Excellence in Brierley Hill last year.
“The showroom and technical centre there is now the main location for machine arrivals, configuration and despatch, leaving Bushey free to concentrate on technology advancements and their permanent display and demonstration.
“Customers are looking for stable running of their lathes over long periods. We already have our LFV non-macro chipbreaking software to assist in that goal, which is programmable and especially beneficial when cutting materials that tend to produce stringy swarf. It is another example of the importance and focus Citizen places on technological progress.”
As a postscript, he mentioned that Citizen as a group reinvests one-quarter of its annual profit into research and development and is continually launching new machines and technology, such as LFV, which has been extended recently from the main spindle to the sub spindle on many Cincom lathes and is increasingly available on the Miyano range of fixed head lathes also. Another recent innovation is an automatic tool changer on the L20 Cincom sliding-head model.
There will be a significant and ground-breaking new launch in the first half of 2021 of a lathe designed by Citizen Machinery UK that the Japanese parent company has agreed to manufacture. All of this activity dovetails neatly with the formation of CMSolutions, which Mr James predicts will gain in importance as manufacturing industry moves forward after the pandemic and looks for ever more efficient methods of production and return on investment.
He also thinks that opportunities will be enhanced by increased reshoring of manufacturing from China and elsewhere, coupled with the emergence of electromobility, which will be beneficial for Citizen and other lathe suppliers in particular, as plug-in hybrid electric cars contain a higher proportion of rotational parts than conventional vehicles.
Components are becoming more and more complex and drawing tolerances ever tighter. The ability of live turret tooling in a CNC mill-turn centre to move in the Y axis as well as in X and Z has therefore become increasingly important to facilitate high accuracy, one-hit machining. If travel in only the latter two axes is provided, milling of flats, deburring, and the possibility of machining pockets and off-centre features in-cycle are either difficult or impossible.
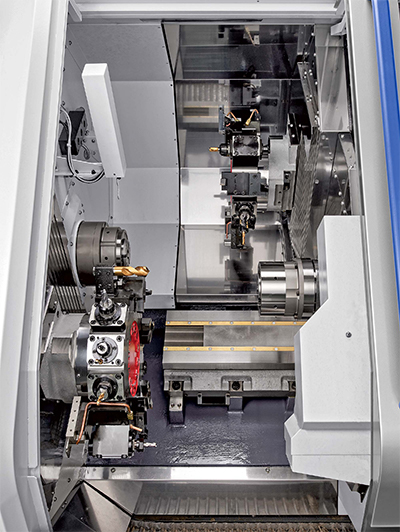
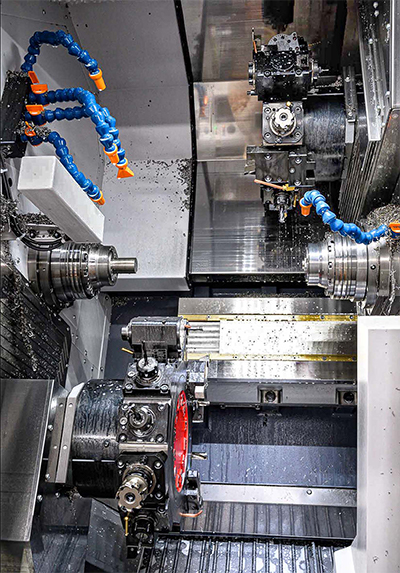
The latest Miyano fixed-head lathe from Citizen Machinery UK to be equipped with a Y axis turret, in this case with all 12 tool stations driven, is the new BND-64SY for turning parts from bar up to 64 mm diameter. Joining a similar model that accepts bar up to 51 mm diameter through the main spindle, the 4.75-tonne machine is a mid-range, multi-purpose, twin-spindle turning centre. A ribbed, monobloc bed slanted at 30 degrees carrying precision-scraped, square guideways provides high rigidity, optimal thermal and mechanical stability and excellent vibration damping.
These characteristics result in high accuracy of mill-turned components and longer service life of the tools, which may be mounted flexibly in the turret using multi-tool holders at any turret position. The robustness of machine construction allows turning as well as milling of tough alloys and metals in their hardened condition, even when taking intermittent cuts. Polygon turning and thread milling are both options in the FANUC 0i-TD control, which is capable of simultaneous 4-axis interpolation.
The specification of the Japanese-built machine includes turret travels in X / Y / Z of 175 / 75 / 435 mm, 530 mm sub spindle axis travel, up to 20 m/min rapid feed rate, 2.2 kW / 20 Nm / 6,000 rpm driven tools, a 15/11 kW main spindle and a sub spindle rated at 5.5/3.7 kW, both offering rotational speeds up to 5,000 rpm. A parts catcher and conveyor are supplied as standard, while the chip conveyor is optional.
Japanese CNC mill-turn centre manufacturer, Citizen Machinery, has announced improvements to three of its Cincom sliding-head models, all designed to shorten cycle times and raise productivity when producing components from 32 mm diameter bar and larger. The machines are available in the UK and Ireland through subsidiary company Citizen Machinery UK.
LFV added to the M32
The company’s flagship M32 model, which can produce parts from bar up to 38 mm in diameter with cutters in a gang toolpost with B-axis, a 10-station turret and a back tool post with Y-axis, has gained the manufacturer’s low frequency vibration (LFV) chipbreaking capability on the main spindle.
It makes the machine ideal for efficient turning, threadcutting and drilling of malleable materials, as the normally stringy swarf is broken automatically into shorter chips that do not wrap around the tool or workpiece, without any need for high pressure coolant. Productivity is maximised by avoiding having to stop the machine repeatedly to remove clogged swarf, facilitating minimally attended operation and enabling lights-out running.
Embedded in the operating system of the Mitsubishi M800-series control, LFV synchronises the motion of the axis servo drive with the speed of rotation of the main spindle. The function is highly controllable, as it can be programmed using G-codes to switch on and off during a cycle and either increase or decrease the size of the resulting chips. It is distinct from traditional pecking macros in a CNC program which tend to cause built-up edge, compromising machining accuracy and shortening tool life.
Other notable features of the lathe are simultaneous 5-axis machining, up to three tools in cut simultaneously and the possibility to change over in half an hour to use the machine in guide bush-less mode to reduce remnant length when turning shorter components.
Cincom L32 with LFV on both spindles
In line with Citizen Machinery’s systematic rollout of LFV on all its Cincom sliding-head turn-mill centres as well as currently on one fixed-head Miyano lathe, the 32 mm bar capacity L32 slider has also benefitted from the chipbreaking technology. It already had LFV on the 3.7 / 7.5 kW main spindle but now it boasts the same capability on the 2.2 / 3.7 kW sub spindle.
LFV oscillation of the tool by tens of microns not only breaks swarf but also allows coolant to penetrate the cut more efficiently for the brief periods when the tip lifts clear of the component surface, reducing heat and prolonging tool life. Depth of cut may be increased substantially even when processing tough materials, often eliminating the need for a roughing pass and significantly shortening cycle times.
In addition to the 7-axis L32-VIII, there are two other L32 models in the range. The 8-axis L32-X adds a Y2 axis to the Z2 axis on the back tool post. So also does the 9-axis L32-XII, which additionally has a +90 / -45 degrees B-axis on the front gang tool post, whose rotary tools can work at either spindle to produce angled features. All machines are available in 35 mm and 38 mm bar diameter versions and may be used with or without the guide bush to suit the application.
D25-VIII expandable to accept 32 mm bar
Turn-milling of components up to 32 mm diameter bar with the extra productivity benefits of LFV is now also possible on the nominally 25 mm capacity Cincom D25-VIII, as an expansion kit is being offered to enable the lathe to machine the larger size of bar in both guide bush and non-guide bush modes.
Manufacturers of larger components may therefore take advantage of the lathe’s Industry 4.0-ready Mitsubishi 800 CNC system with touch screen and QWERTY keyboard. It provides the ability to have up to three tools in cut simultaneously for increased productivity and enables simultaneous 5-axis machining to maintain precise cutter orientation with respect to the surface of a complex workpiece.
The machine is equipped with twelve CNC axes including independent Z2-axis movement in addition to X2 and Y2 on the rear gang toolpost. Twin platens enable balanced turning, threading, milling or drilling, or simultaneous rough and finish turning. A 135-degree swivelling B1-axis has been added to the X1 and Y1 motions of the front tool post, which carries up to four driven tools on either side to service the main and counter spindles, a configuration Citizen Machinery believes is a world first.
A manually-set angular spindle can be mounted on the rear gang carrier and the back toolpost. In addition to the major advantage of programmable control of chip size, LFV has the ability to help eliminate deflection when turning small, precise diameters. An optional, two-axis, opposed tool carrier next to the counter spindle provides a facility for deep hole drilling at the main spindle.
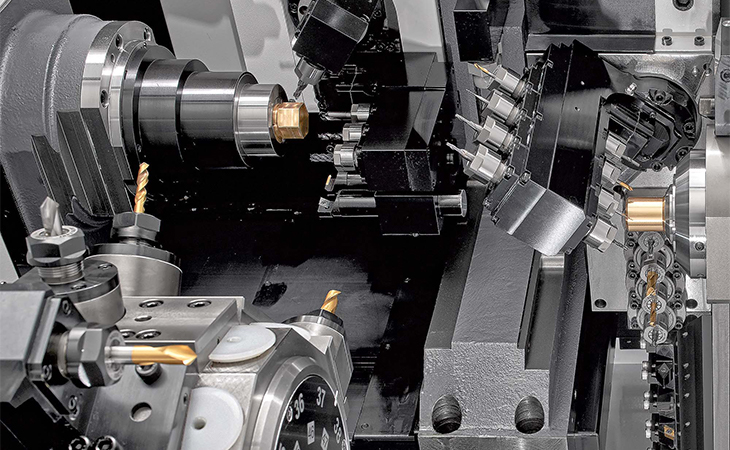
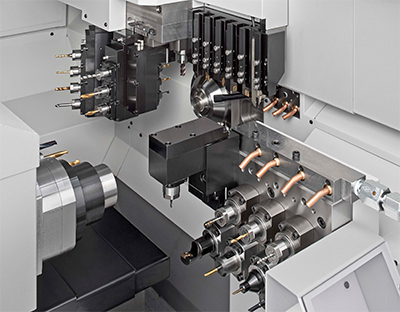
Complex components up to 65 mm in diameter may be turned and milled from bar on a new Miyano fixed-head lathe launched by Citizen Machinery UK. The 8-tonne BNE65-MYY is equipped with two turrets having Y-axis travel in addition to X- and Z-axis movements. One turret is positioned above and the other below the centreline of the twin-opposed spindles and both tool carriers have 12 live stations. A C-axis on each spindle and movement of the sub spindle in X and Z bring the bar auto’s CNC axis tally to 10.
The 2-axis movement of the sub spindle facilitates superimposed machining, whereby tooling on both faces of the top turret can simultaneously cut front-end features on the bar stock and reverse-end features on a parted-off component. With the lower turret also working at the main spindle performing pinch turning, milling or drilling, for example, or perhaps OD turning while axial drilling is in progress above, three tools are in cut at the same time.
Together with the double Y-axis movements, the configuration provides great flexibility to balance front and back working cycles with considerable precision, maximising production output by not having one spindle waiting around for the other to finish.
Contributing further to high productivity are fast rapid traverses up to 20 m/min, plus main and sub spindles with generous power ratings of 18.5/15 kW (30min/cont) and 11/7.5 kW (15min/cont) respectively. As both spindles rotate at up to 5,000 rpm, productive turning is maintained even when machining smaller diameter sections of a workpiece. Rotary tool specification is also impressive at 4 kW / 6,000 rpm.
The slant-bed design encourages efficient chip flow so that production can continue uninterrupted. Lapped slideways have been adopted for all but the cross motion of the sub spindle to ensure a high level of rigidity as well as effective vibration damping for delivering maximum cutting performance and precision together with long tool life.
Control is by the Mitsubishi M830W, which has a new HMI with a 15-inch touch-screen control for convenient operation, including on-screen selection of the turret tooling. Intelligence built into the control simplifies programming, especially of superimposed cycles by automatically synchronising those sections of the program. A new colour scheme has been adopted that is said to convey information more efficiently to the operator.
When turning long-chipping malleable materials, Citizen’s low frequency vibration (LFV) software fragments swarf into manageable chip sizes, whereas normally it would become a stringy bird’s nest entangled around the tool and component. The latest sliding-head bar auto on which the technology has been made available is the new Cincom A20-VIILFV, while it can also be found on one of the company’s Miyano fixed-head models.
All machines have been fundamentally redesigned with uprated ballscrews, lubrication system, guarding and other elements to provide additional strength for withstanding the oscillation caused by very short periods of intermittent air cutting that produce the chipbreaking action. Productivity is maximised by avoiding having to stop the machine repeatedly to remove clogged swarf, facilitating minimally attended operation and enabling lights-out running.
A further advantage is the avoidance of the need to fit a high pressure coolant system to encourage swarf breakage, which involves high capital investment and increased running costs.
Embedded in the operating system of the control system, the chipbreaking software synchronises axis servo drive motion with the spindle speed. The software version on the A20 is suitable for longitudinal and face turning as well as drilling and involves multiple oscillations per revolution of the main spindle. The function is highly controllable and can be programmed using G-codes to switch on and off during a cycle, as required.
This is distinct from the functionality being part of the program itself, as is the case with alternative CNC pecking macros, which have the disadvantage of rubbing the tool. It raises the temperature, causing workpiece distortion as well as built-up edge on the tool, shortening its life.
In contrast, LFV oscillation of the tool by tens of microns allows coolant to penetrate the cut more efficiently for the brief periods when the tip lifts clear of the component surface, reducing heat and actually prolonging cutter life, in some instances by as much as five-fold. For the same reason, depth of cut may be increased substantially even when processing tough materials, often eliminating the need for a roughing pass and significantly shortening cycle times.
The Cincom A20-VIILFV can be used with a guide bush as a conventional Swiss-type automatic for machining shaft-type workpieces, or without a guide bush for producing shorter parts from less expensive stock with minimal bar remnant wastage. The guide bush can quickly and simply be mounted and removed. In sliding-head mode, machining length per chucking is a generous 200 mm to reduce cycle times when producing long, slender components.
The 7-axis A20 machine platform, which is capable of 2-axis simultaneous cutting, offers a high performance-to-price ratio for the production of parts from 20 mm diameter bar, optionally extendable to 25 mm (1 inch). The main spindle is rated at 3.7 kW / 10,000 rpm for optimal machining of smaller diameter stock and has an opposed 1.5 kW / 8,000 rpm sub-spindle with an X2-axis enabling simultaneous machining on the front and reverse ends of components. Both spindles have one-degree indexing and a 0.001-degree C axis.
Tool capacity is 21, with four driven stations for cross machining having a maximum speed of 6,000 rpm. The four back tool post stations may optionally be live. Positioning speed is fast at 32 m/min for short non-cutting times. Idle times can be reduced further using the pre-processing function in the Fanuc-based Cincom control dedicated to this machine model. It analyses the machining program before it is run to minimise processing and calculation times.
Subcontractor Unicut Precision, Welwyn Garden City, is no stranger to producing large quantities of components, one million items being shipped to customers in the UK and overseas in a typical month. The company operates 22 Cincom sliding-head lathes and eight Miyano fixed-head turning centres from one supplier, Citizen Machinery UK, in addition to other metalcutting plant.
Three-quarters of this capacity was changed over in early April 2020 to manufacture medical components for the government’s Ventilator Challenge UK following a call from a member of the supply chain management team, McLaren, to Unicut’s owner Jason Nicholson.
He said, “Drawings started coming in on a Thursday and we quoted straight away. The first orders for a dozen different part numbers were received on the Friday and Saturday and we started producing them immediately. Within a week the workload had increased to 780,000 components across 31 varieties, which we are currently producing 24/7.”
Less than 20 per cent of this throughput is being machined in Welwyn Garden City using multi-pallet 5-axis machining centres and lathes not supplied by Citizen, with the remainder allocated to the latter machines, mainly sliders but also fixed-head lathes. The supplier’s applications engineers helped by providing optimised cycles for producing a couple of the medical components but the remainder of the new parts were programmed on-site by Unicut’s experienced CAD/CAM team.
Mr Nicholson continued, “It is testament to the flexibility of modern CNC plant that it can be converted so quickly to produce entirely different components. Only around two per cent of a typical year’s output from here goes to the medical sector, whereas at the moment it is the vast majority.”
Unicut’s employees were keen to meet the ventilator challenge and it has not been necessary to furlough any staff, although a few are self-isolating due to underlying health conditions or through having a vulnerable family member at home. Employees willingly worked throughout the whole of the Easter long weekend and discussion is being postponed to a quieter time as to whether the overtime will be paid or added to an individual’s annual holiday entitlement.
Social distancing on the shop floor and in the offices is working well, staggered arrival times help to minimise the number of people in any given working area at one time, and the ubiquitous hand sanitising gel can be found hanging from every operator’s belt.
Mr Nicholson concluded, “It has been a surreal time, but everyone here is helping out, as they are in machine shops all around the country, to make much-needed ventilator components.
“We have already produced big quantities of the smaller diameter parts, so we have now been able to reallocate many of the Cincom sliders.
“The latest L12 model with Citizen’s LFV chipbreaking software has been useful when machining plastics and certain grades of aluminium for medical parts by breaking the stringy swarf into smaller chips, so we do not keep having to stop the machine to clear it.
“Overall I estimate that around half of our capacity across the lathes and machining centres is still running around the clock on work for Ventilator Challenge UK and will be for some time to come.”
Like most turned parts subcontractors, Sub CNC Precision uses its 14 twin-spindle, multi-axis bar autos, in this case all from Citizen Machinery UK, to turn-mill parts in one hit from a wide variety of metals, from mild and stainless steels through copper and aluminium alloys to exotics such as Monel, Inconel and titanium. Likewise it produces components from many types of plastic including nylon, PEEK and Delrin.
The list of industries served is also long, encompassing aerospace and defence, telecommunications, motorsport, automotive, marine, agricultural and medical, the latter accounting for 20 per cent of turnover in an average year.
So when Rolls-Royce was trying to find a suitable firm to produce a particularly difficult pair of plastic components for the Ventilator Challenge UK, it is unsurprising that its email list included ISO 9001:2008-accredited Sub CNC, whose name had been passed to the government’s consortium by Citizen, which had been identified as a critical supplier.
Joint owners and managing directors of the contract machining operation, Yian Stavrou and George Dingley, received an email request from Rolls-Royce late in the evening on the last Wednesday in March. Drawings came in the following morning, quotes were issued quickly and by the afternoon provisional orders had been issued. The shaft-type nature of the components meant that they were destined for production on the subcontractor’s sliding-head lathes.
Mr Stavrou recalled, “Everything happened at breakneck speed. We prepared the two programs, bought in cutting tools and ordered plastic bar that had to be ground so it would feed through the guide bushes on the sliders. Citizen loaned us a number of milling toolholders that we did not have and we were in production around the clock by the Friday morning.
“Process capability studies were completed, the paper trail put in place and the 9,000 plastic parts were machined, inspected and delivered on the following Monday to meet the contract conditions.”
One of the reasons for Sub CNC winning this plastic turn-milling work, as well as subsequent urgent medical contracts, is the option to use on four of its 12 Citizen sliding-head lathes the manufacturer’s patented LFV chipbreaking software. Plastic materials as well as many metals, when machined, result in stringy swarf wrapping itself around the tool and component, forcing the operator to stop the machine frequently to remove it, compromising productivity. LFV avoids this by oscillating the tool by a few tens of microns to break the swarf into small, manageable pieces, the length of which can actually be programmed.
The two components for Rolls-Royce required the use of sliders capable of turning 32 mm diameter bar. The only machine of this capacity at Sub CNC equipped with LFV is an L32-VIII, which was deployed for producing the most difficult part with drilled and milled features. The other, less challenging component was put on a Cincom M32, with the long swarf broken traditionally using high pressure coolant to prevent machine stoppage.
The three other LFV Cincoms on the shop floor are for turning bar of either 12 mm or 20 mm maximum diameter. These are being extensively used to fulfil other ongoing medical work in a various plastics and long-chipping metals for which component quantities are ramping up. New contracts are also coming in, including one for the production of 70,000 medical parts in a six-week period to mid-May.
Overall, about half of the subcontractor’s lathes have been made over to producing parts for ventilators and other medical products, including its two Citizen Miyano fixed-head lathes, which produce parts from bigger diameter bar up to 42 mm and 51 mm diameter respectively. The latter was devoted for 20 days to producing 10,000 actuators for ventilators and is currently producing 4,000 of the more complex valves, while the former is turn-milling 316 stainless steel medical parts. The remaining half of the turning capacity serves manufacturers in other industries that are continuing to operate during the Covid-19 crisis.
Co-director Mr Dingley added, “We are fortunate that our activities are split across two sites in Dunstable and one in Luton, so machines are fairly spread out and our operators can socially distance easily. It is a credit to our staff the way they have stepped up to tackle this urgent medical work, which involves coming in at nights and weekends, including over the whole of Easter. Day to day it is more or less business as usual for Sub CNC, except that the workload is unusually high.
“The only real difference is that we are not allowing external people to visit. We did however make an exception by asking a Citizen engineer to realign a Cincom L20 so that we could guarantee to produce a high accuracy medical component requiring a 10-micron total tolerance on cross holes and a slot. The alignment was completed within 24 hours of issuing the request – and our email was sent out on a Sunday. Everyone is pulling together at this difficult time.”
In the opinion of Citizen Machinery UK’s managing director Edward James, the Covid-19 pandemic has united the whole of the manufacturing sector to an extent never seen before in terms of the levels of selfless application by huge numbers of people to boost production of much-needed medical equipment. In this article he describes how the company he runs, a turning solution provider, is contributing in the battle to deliver more ventilators to the front line in hospitals.
Citizen became involved early on when it was contacted by the UK government’s consortium for ventilator production, which became known as Ventilator Challenge UK. The committee included representatives from the AMRC (Advanced Manufacturing Research Centre) and Renishaw, who identified Citizen as the largest supplier of bar automatics in the UK and Ireland. This type of machine tool, especially the sliding-head variety with turn-milling capability, is critical to the rapid, efficient manufacture of components in very high volumes for making the extra ventilators needed by the NHS, 30,000 being the current target.
Accordingly, Citizen was given critical supplier status for the medical as well as the aerospace and defence sectors, although priority is being given to medical applications and is the only one being serviced at the moment.
Mr James commented, “At the outset, the government was considering building a factory to make ventilators parts and assemble them. However, we and others advising them suggested that the best route would be to enlist the help of the existing pool of first-class manufacturers and their supply chains already using our lathes and production equipment from other leading machine tool suppliers.
“I gave them a list of about 50 companies that use Citizen turning centres, choosing firms that operate sufficient numbers of machines, hold ISO accreditation and have the right level of expertise and metrology capability. We knew many of them already make ventilator parts as well as similar types of medical and non-medical parts out of both normal materials and special alloys.
“We had told all of our customers via social media that Citizen Machinery UK was still open for business and continuing to operate under government guidelines to support customers and prioritise any request for help in producing medical components.”
Nearly all of the recommended contacts were approached by multinational firms, including Rolls-Royce, GKN and BAe, appointed by Ventilator Challenge UK to oversee supply chain management from purchasing through to ventilator assembly. The manufacturers were asked to change over their production to machining medical components and they immediately agreed to do so. As many of the firms recognised that additional capacity would be needed, it triggered multiple orders for new Citizen bar automatics from several companies and from additional manufacturers that became involved in the initiative through word-of-mouth recommendation.
In just over three weeks to mid-April 2020, 17 machines were prepared and delivered from stock, all of which are devoted to the production of medical parts. Transport is provided by Citizen’s dedicated team, J Parrish & Son, and for the rest of April sliding-head lathe deliveries are running at one per day. Extraordinarily, each is commissioned and operating on a customer’s shop floor in approximately 36 hours from receipt of the order, such is the urgency. Overlaid on this already hectic workload is a significant amount of re-purposing of existing turn-mill centres in the field to manufacture medical equipment.
There are examples of Citizen lathes having been reconfigured for making metal parts that are normally produced from stampings, forgings and castings. By far the largest proportion of resetting, however, has involved writing programs and providing tooling packages for turn-milling large quantities of plastic components from bar that are normally injection moulded, such as tubing connectors for ventilators. Often they are supplied from overseas, including China, but deliveries may have either stopped or the numbers available are insufficient.
Mr James added, “The six-week lead-time to produce a new injection mould tool is too long – the parts are needed much faster than that. Our multi-axis sliding-head bar autos are ideal for turning such components at both ends and milling and drilling them in the same cycle so they come off complete, without the need for special fixturing and with minimal material wastage.
“It is actually a lot of work to identify parts that can be re-engineered in this way and then re-purpose a lathe to make them. A significant amount of CAD effort is required, plus complex CAM programming and post-processing.
“Our applications department has been doing a lot of this in-house and at our customers’ factories, outsourcing what it cannot handle. One of our applications engineers has been working pro bono at a customer’s site for three weeks to help out with re-engineering medical components due to staff shortage.”
There are several reasons for Citizen fortunately finding itself in a good position to ship such a large number of lathes at short notice. One was the opening last year of a new turning centre of excellence in Brierley Hill with a showroom containing many demonstration machines. These together with those on show at the Bushey headquarters are available on short delivery.
The company in any case has a policy of supplying its machines and accessories from UK stock and more were available than usual, as extra had been brought in due to the possibility of a hard Brexit. Additional machines were in the UK, including some of the very latest models, ready to be shown at the now-postponed MACH exhibition.
Moreover, a bull run of sales had led to a backorder book of about eight weeks, with turning centres that were nearly ready for delivery able to be re-purposed at short notice and diverted urgently to medical component manufacturers. The original machine packages are being replaced from stock.
Naturally, these activities are only possible with healthy Citizen staff to implement them. Seeing the speed with which Covid-19 was spreading, Mr James had pre-empted government advice by putting on hold in February all overseas travel, isolating the Bushey and Brierley Hill centres to avoid movement between them, and instigating working from home where feasible. The result is that of the 56 members of staff, 20 are furloughed but the other 36 are able to work, including all of the applications engineers, half of the service staff and many back office support personnel.
Mr James concluded, “I am told that most of the turned parts have already been manufactured for the 30,000 extra ventilators, which is testament to the effort put in by us, other lathe suppliers and an army of willing and capable manufacturers in Britain and Ireland.
“I would like to offer a big thank you to all our staff and suppliers who are helping to make this happen. Everyone is volunteering to work tirelessly around the clock, at weekends and even through their holidays.”
He added that when the country finally comes through the pandemic, Citizen Machinery UK will find itself in a stronger position than previously as he predicts that demand for new machines will grow. It will be due to companies that are acquiring modern sliding-head turn-mill centres now, where in normal circumstances they would not have done so for several years, recognising earlier the benefits of the tighter tolerances and better surface finishes achievable compared with using their older lathes.
Additionally, most of the new turning centres currently being supplied have Citizen’s proprietary LFV programmable chipbreaking software built into the control’s operating system. Manufacturers are seeing the productivity benefits of this technology when machining traditionally long-chipping materials such as plastics, stainless steel and titanium.
Edward James, Managing Director of sliding- and fixed-head lathe supplier Citizen Machinery UK, posted on social media on 16th March 2020 that the company is continuing to operate under the UK Government’s recommended health guidelines and was available to support firms in the production of ventilator parts. He regards this as a priority following Prime Minister Boris Johnson’s appeal the same day for the manufacturing community to help urgently to make 20,000 extra ventilators.
One of Citizen’s nearly 4,000 followers on LinkedIn, an existing user in the West Country with five Cincom sliding-head bar autos in operation dating back to 1999, responded at lunchtime the following day. A medical equipment OEM was asking it to increase fourfold its capacity to produce critical ventilator components.
The subcontractor ordered two additional Cincom machines for urgent delivery. The first, a 32 mm capacity L32-XLFV, was installed two days later on Thursday 19th March. Citizen’s engineers worked around the clock to commission the machine so it could start making the ventilator parts. The second machine, a 20 mm bar capacity Cincom L20-VIIILFV, was installed the following Friday, 27th March and was similarly fast-tracked into production.
By then, in the space of a fortnight, Citizen had received further orders from another four customers for five more machines to be delivered at short notice for ventilator parts manufacture and there is no sign of the demand slowing.
Mr James commented, “I would like to offer a big thank you to our staff and suppliers who helped to make this happen. Let’s all work together to come up with solutions to this terrible COVID-19 pandemic.
“If any of our customers make ventilators, respirators, personal protective equipment or other medical items that are in high demand, we may be able to help them as a matter of urgency to manufacture the necessary components, as we have a number of fixed- and sliding-head turn-mill centres in stock ready for immediate dispatch and installation.
“We are also able to put OEMs and their supply chains in touch with a large number of our customers who can make ventilator and other medical parts using their existing plant.
“In particular, if a manufacturer traditionally relies on plastic extrusions or other bespoke raw materials that are becoming scarce, we are able to re-engineer items so that they can be made from solid bar and would prioritise this kind of requirement.”
 The automation may be employed solely for unloading components that have been mill-turned from bar stock up to 42 mm diameter, either directly from a spindle or via a parts catcher and conveyor. Alternatively, or in addition, it may load and unload billets or near net shape workpieces like castings or forgings up to 135 mm in diameter. A workpiece stocker is positioned at the right hand side of the machine to accommodate the finished components.
The automation may be employed solely for unloading components that have been mill-turned from bar stock up to 42 mm diameter, either directly from a spindle or via a parts catcher and conveyor. Alternatively, or in addition, it may load and unload billets or near net shape workpieces like castings or forgings up to 135 mm in diameter. A workpiece stocker is positioned at the right hand side of the machine to accommodate the finished components.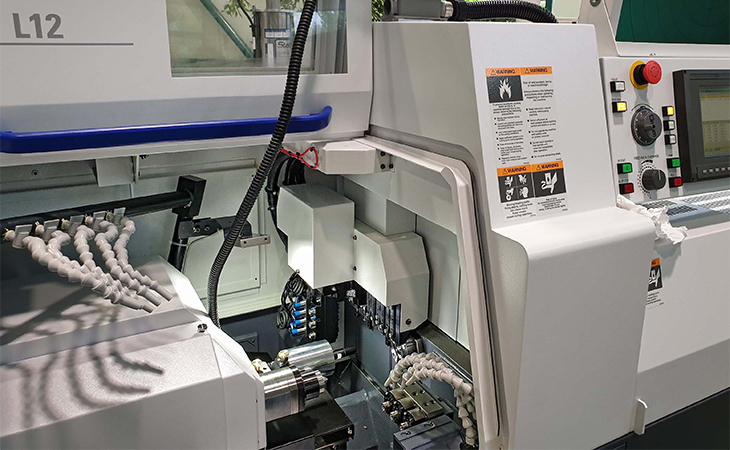
 The solution could be stand-alone or integrated into a larger manufacturing plant; and it may be a pre-existing package or designed specifically at either the customer’s request or at the instigation of Citizen. In all cases there will be a sound business case for what is delivered. It will be pragmatic, process-optimised and cost-effective, not necessarily the top solution possible, which may be overly expensive and take too long to amortise.
The solution could be stand-alone or integrated into a larger manufacturing plant; and it may be a pre-existing package or designed specifically at either the customer’s request or at the instigation of Citizen. In all cases there will be a sound business case for what is delivered. It will be pragmatic, process-optimised and cost-effective, not necessarily the top solution possible, which may be overly expensive and take too long to amortise. “Customers are looking for stable running of their lathes over long periods. We already have our
“Customers are looking for stable running of their lathes over long periods. We already have our 

 In line with Citizen Machinery’s systematic rollout of LFV on all its Cincom sliding-head turn-mill centres as well as currently on one fixed-head Miyano lathe, the 32 mm bar capacity
In line with Citizen Machinery’s systematic rollout of LFV on all its Cincom sliding-head turn-mill centres as well as currently on one fixed-head Miyano lathe, the 32 mm bar capacity 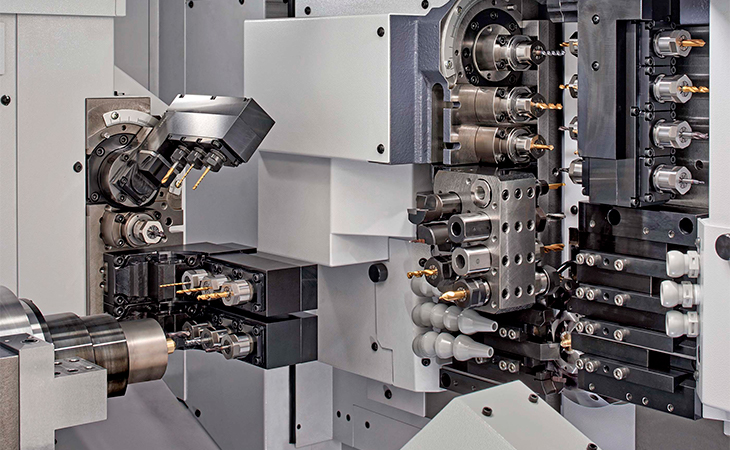
 Together with the double Y-axis movements, the configuration provides great flexibility to balance front and back working cycles with considerable precision, maximising production output by not having one spindle waiting around for the other to finish.
Together with the double Y-axis movements, the configuration provides great flexibility to balance front and back working cycles with considerable precision, maximising production output by not having one spindle waiting around for the other to finish.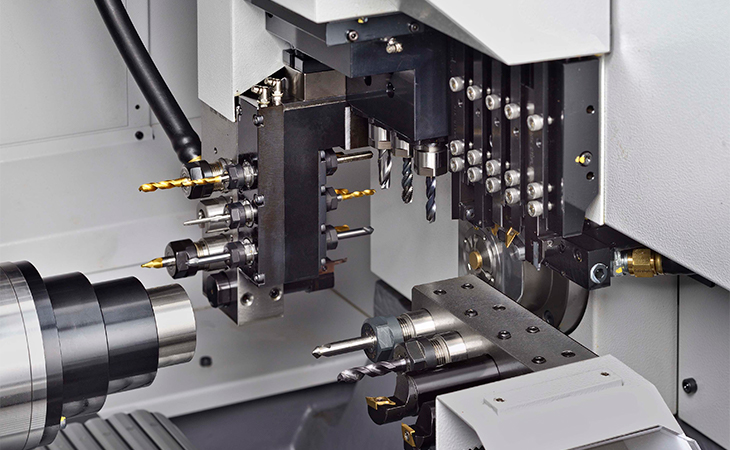
 The
The 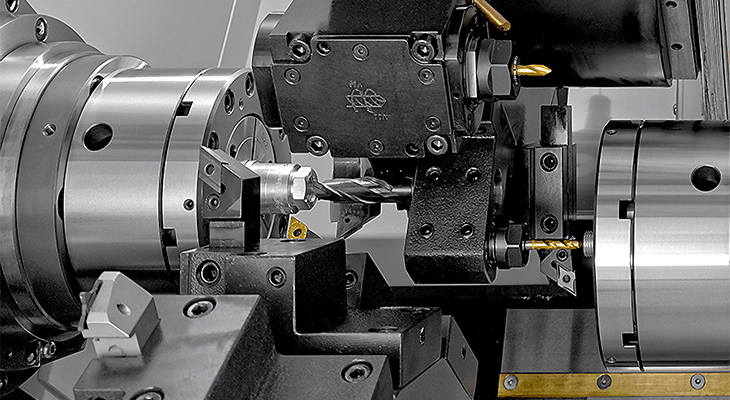

 The two components for Rolls-Royce required the use of sliders capable of turning 32 mm diameter bar. The only machine of this capacity at Sub CNC equipped with LFV is an L32-VIII, which was deployed for producing the most difficult part with drilled and milled features. The other, less challenging component was put on a Cincom M32, with the long swarf broken traditionally using high pressure coolant to prevent machine stoppage.
The two components for Rolls-Royce required the use of sliders capable of turning 32 mm diameter bar. The only machine of this capacity at Sub CNC equipped with LFV is an L32-VIII, which was deployed for producing the most difficult part with drilled and milled features. The other, less challenging component was put on a Cincom M32, with the long swarf broken traditionally using high pressure coolant to prevent machine stoppage.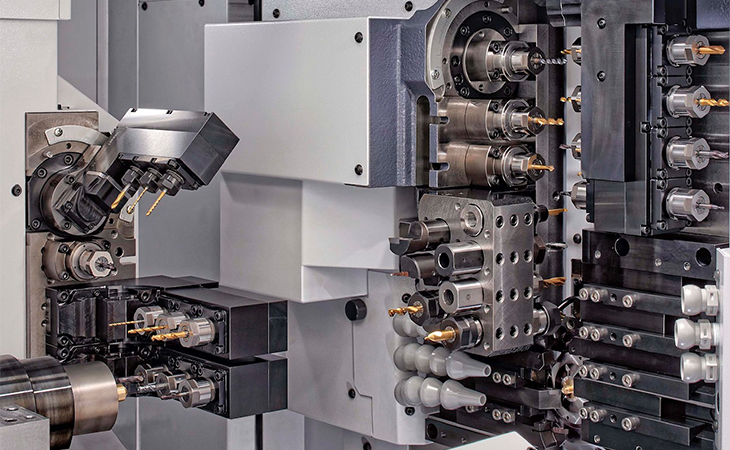
 Mr James added, “The six-week lead-time to produce a new injection mould tool is too long – the parts are needed much faster than that. Our multi-axis sliding-head bar autos are ideal for turning such components at both ends and milling and drilling them in the same cycle so they come off complete, without the need for special fixturing and with minimal material wastage.
Mr James added, “The six-week lead-time to produce a new injection mould tool is too long – the parts are needed much faster than that. Our multi-axis sliding-head bar autos are ideal for turning such components at both ends and milling and drilling them in the same cycle so they come off complete, without the need for special fixturing and with minimal material wastage. Edward James, Managing Director of sliding- and fixed-head lathe supplier Citizen Machinery UK, posted on social media on 16th March 2020 that the company is continuing to operate under the UK Government’s recommended health guidelines and was available to support firms in the production of ventilator parts. He regards this as a priority following Prime Minister Boris Johnson’s appeal the same day for the manufacturing community to help urgently to make 20,000 extra ventilators.
Edward James, Managing Director of sliding- and fixed-head lathe supplier Citizen Machinery UK, posted on social media on 16th March 2020 that the company is continuing to operate under the UK Government’s recommended health guidelines and was available to support firms in the production of ventilator parts. He regards this as a priority following Prime Minister Boris Johnson’s appeal the same day for the manufacturing community to help urgently to make 20,000 extra ventilators.