Aluminium swarf that would normally be stringy is broken up into chips of manageable size by Citizen Machinery’s LFV software, avoiding having to pause the Miyano and lower production output to clear away entangled swarf.
Prismatic machining on BT30 and BT40 machining centres accounts for a majority of throughput at the Mildenhall factory of subcontractor CTPE, which produces complex, high precision components for the medical, marine, scientific, defence and electronics sectors. However, productivity on the turning side of the business received a significant boost in mid-2022, when an ageing, 2-axis, fixed-head bar auto was replaced by a Miyano twin-spindle turning centre with twin Y-axis turrets and live tooling, fed by an LNS Alpha SL65 S short bar magazine.
Supplied by Citizen Machinery UK, the 10-axis ANX-42SYY lathe is fitted with the latest Fanuc 31i 15-inch touch-screen control incorporating a new HMI. It also features the company’s superimposed machining, whereby three tools can be in cut at the same time thanks to X-axis movement of the sub spindle. Three-axis simultaneous interpolation and double Y-axis cutting are also enabled.
The sub spindle offset has the additional advantage of allowing reverse end machining of long parts with extended tools, while simultaneous machining of the front end of the next component is in progress at the main spindle. Otherwise that would have to wait due to interference caused by back end operations, lowering production output.
Chipbreaking software is a big benefit
Alex Taylor, Operations Director, CTPE.
Advantage is regularly taken of the machine’s other stand-out feature, LFV (low frequency vibration) chipbreaking software in the control’s operating system. The function is independent of the programmed cutting cycle, apart from it being switched on by G-code when expedient to break up stringy swarf, which is particularly problematic when taking finishing cuts. LFV may similarly be switched off when it is not needed, avoiding a slight reduction in metal removal rate due to high-frequency oscillation of the tool tip away from the component surface. In practice, at Mildenhall LFV is on for 10 to 15 percent of a typical cycle.
CTPE’s operations director Alex Taylor said, “We saw LFV demonstrated on the Citizen stand at MACH 2022. The function is extremely useful when machining aluminium, which constitutes most of our work, and is even more effective on plastics, which accounts for about 25 percent of our throughput.
“We struggle with bird’s nesting when internally boring both materials, as the swarf tends to leave marks that affect the bore diameter and in the case of plastic can cause burning. LFV avoids these problems, so machine stoppage for swarf clearance is no longer needed, increasing productivity and enabling reliable unattended operation overnight.
“Program preparation is simple using Citizen’s Alkart Wizard software, which offers suggestions for optimal LFV parameters, and activation only requires one extra line of code. We know we have this functionality in reserve if we have to machine exotic alloys or stainless steels, especially 304 which strings readily, although we have not used it yet on those materials.”
One example of the chipbreaking software’s effectiveness involves a defence electronics part regularly produced from aluminium bar. After experimenting with dwells and pecking macros to improve chipbreaking, which require time to insert patches manually into programs, Mr Taylor was only able to run off 50 components before having to stop the machine to clear away the swarf. That was therefore the maximum number that could be produced lights-out. The situation was acceptable when the customer was ordering batches of 250, but as volumes grew steadily to 2,000 per order, it was denting the profitability of the contract.
The problem has been resolved by having the chipbreaking software switching in and out on the Miyano during difficult parts of the cycle, so the machine can confidently be left to run throughout the night. Moreover the cycle time has fallen from three minutes on a twin-spindle, single-turret, fixed-head lathe, or two minutes when the work was put onto a sliding-head bar auto, to just one minute and 40 seconds on the Miyano. So around 400 finished parts are waiting for staff when they return in the morning.
More tools needed
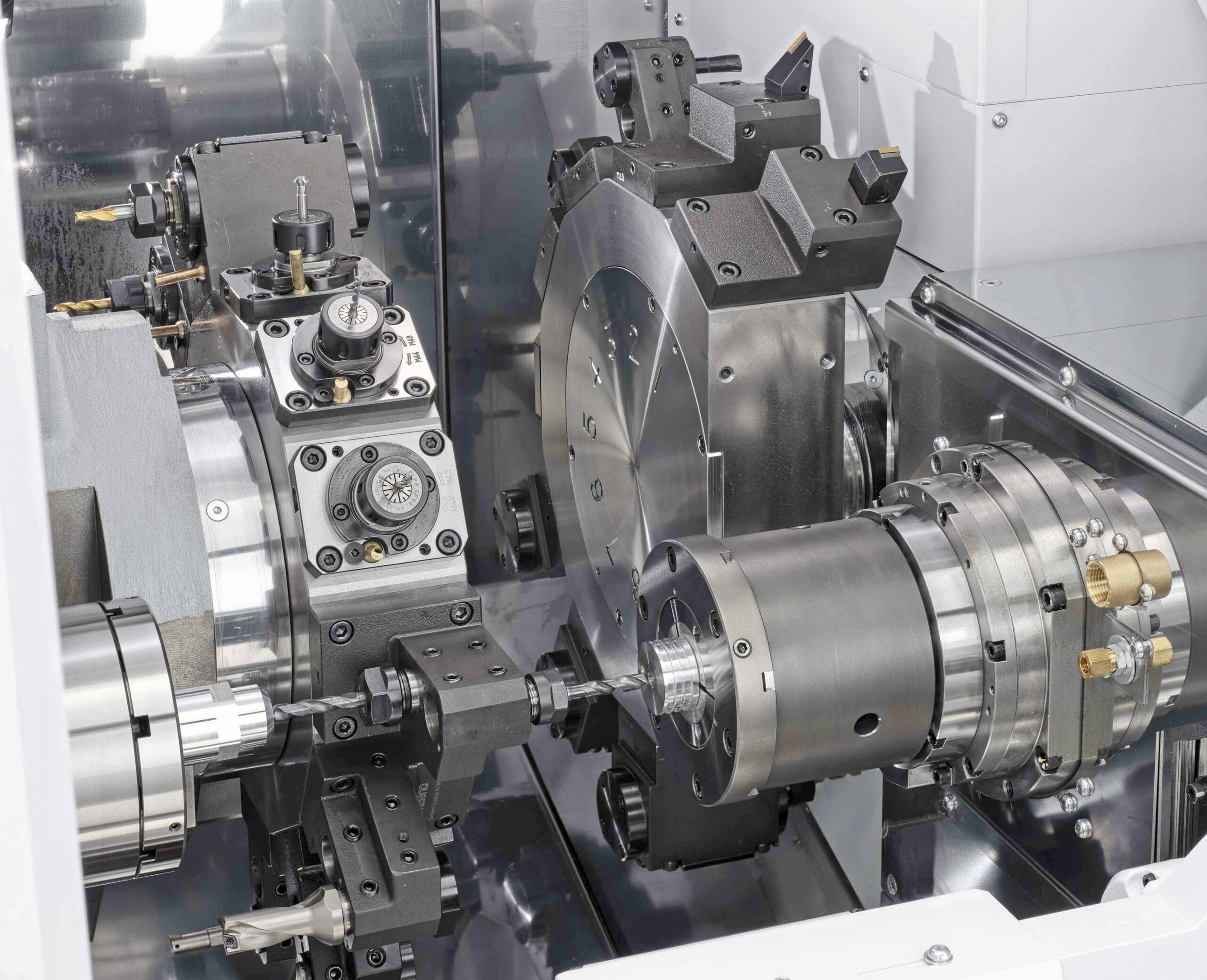
The working area of the ANX42SYY, which has 10 CNC axes including a ±35 mm Y-axis on both the upper and lower turrets.
Before he bought the Miyano, Mr Taylor had already moved along the path of fixed-head, twin-spindle mill-turning, having in 2020 purchased the above-mentioned lathe with a single, 15-station Y-axis turret. However, it meant that retooling was often needed when changing over to a new job, as there were insufficient cutters in the working area to cope with a high mix of work, which is characteristic of a subcontractor’s business.
What he really wanted was an increased number of tools so there would be more likelihood of the next job starting as soon as a new program was loaded. The 12 live tool stations in each of the two Miyano turrets provide him with that flexibility. He is able to leave more pre-set tools in the machine, speeding up changeover and maximising spindle uptime.
Most accurate machine ever
The 6.2-tonne machine occupies only 2,650 mm x 1,630 mm of space on the shop floor. Both main and sub spindle have a bar capacity of 42 mm diameter and are powered by 11 kW / 6,000 rpm built-in motors, while the live tools are rated at 6,000 rpm / 2.2 kW. Rapid traverse rates are fast at up to 30 m/min, which has been achieved by adopting linear guideways.
Mr Taylor concluded, “The Miyano is the most solidly built, accurate machine we have ever bought. Lathes tend to suffer more than machining centres from thermal movement when they are switched on in the morning. They are typically 30 microns out for about 15 minutes while they warm up, but not the ANX.
“After we power it up, it immediately starts producing a part we were machining the previous afternoon to exactly the same single-figure-micron accuracy, without any offsets being entered. Some tolerances we hold are down to ± 5 microns, which we have no trouble achieving.”
He added that this was the first machine tool they have purchased from Citizen Machinery and that the supplier has performed well in terms of service and back-up, especially applications training, which is important for a relatively small subcontracting firm. CTPE joined the BTMA in September 2022 and in 2021 was accredited to ISO 9001:2015.
When purchasing the Miyano, CTPE was keen to source a lathe with a Fanuc control, as nearly all its other machine tools are similarly equipped.
Medical Equipment Factory’s Meteoric Expansion Continues Alongside Citizen Lathe Investments
Formerly with an almost exclusive focus on producing equipment such as resuscitators used by paramedics and first responders in pre-hospital care and the emergency services, Halstead-based Meditech has since the…
4-axis Chip-breaking Takes Productivity To The Next Level
MACH 2026 will be the first major UK exhibition at which Citizen Machinery’s patented LFV (low frequency vibration) chip breaking will be demonstrated with 4-axis simultaneous capability. While the functionality…
Ten Sliding-head Lathes In Five Years Transform Production Efficiency
Established in 1995, toolmaking, metal pressings and plastic injection moulding services provider TWP Manufacturing Group, Tipton, started making a range of proprietary products after the financial crisis of 2008 to…